Acetal vs. Polycarbonate: Which Engineering Plastic Should You Choose?
Transparency vs. wear resistance. Impact toughness vs. chemical resistance. Full property comparison and a decision framework engineers can use.
The Core Trade-Off: Transparency vs. Chemical Resistance
Before you choose between acetal and polycarbonate, identify your dominant failure mode — that single factor usually makes the decision obvious. Polycarbonate wins on transparency (optical clarity) and impact toughness. Acetal wins on chemical resistance, wear resistance, dimensional stability, and machinability. If you need to see through the part or absorb major impacts, reach for PC. If the part will see fluid exposure, sliding contact, or needs tight CNC tolerances, reach for acetal. The decision is usually clear once you identify the dominant failure mode.

Full Property Comparison
When you evaluate acetal against polycarbonate, these property numbers drive your material selection for CNC parts. Key mechanical, thermal, and physical properties side-by-side.
| Property | Acetal (POM-H) | Polycarbonate (PC) | Winner |
|---|---|---|---|
| Tensile strength | 69 MPa (10,000 psi / 690 bar) | 62–72 MPa (9,000–10,500 psi / 620–724 bar) | Tie |
| Flexural modulus | 2.8 GPa (400 ksi / 2,760 MPa) | 2.3 GPa (330 ksi / 2,275 MPa) | Acetal |
| Compressive strength | 124 MPa (18,000 psi / 1,240 bar) | 86 MPa (12,500 psi / 862 bar) | Acetal |
| Izod impact (notched) | 75–120 J/m (1.4–2.2 ft·lb/in) | 850–900 J/m (16 ft·lb/in) | Polycarbonate |
| Hardness (Rockwell M) | M 80–94 | M 62–70 | Acetal |
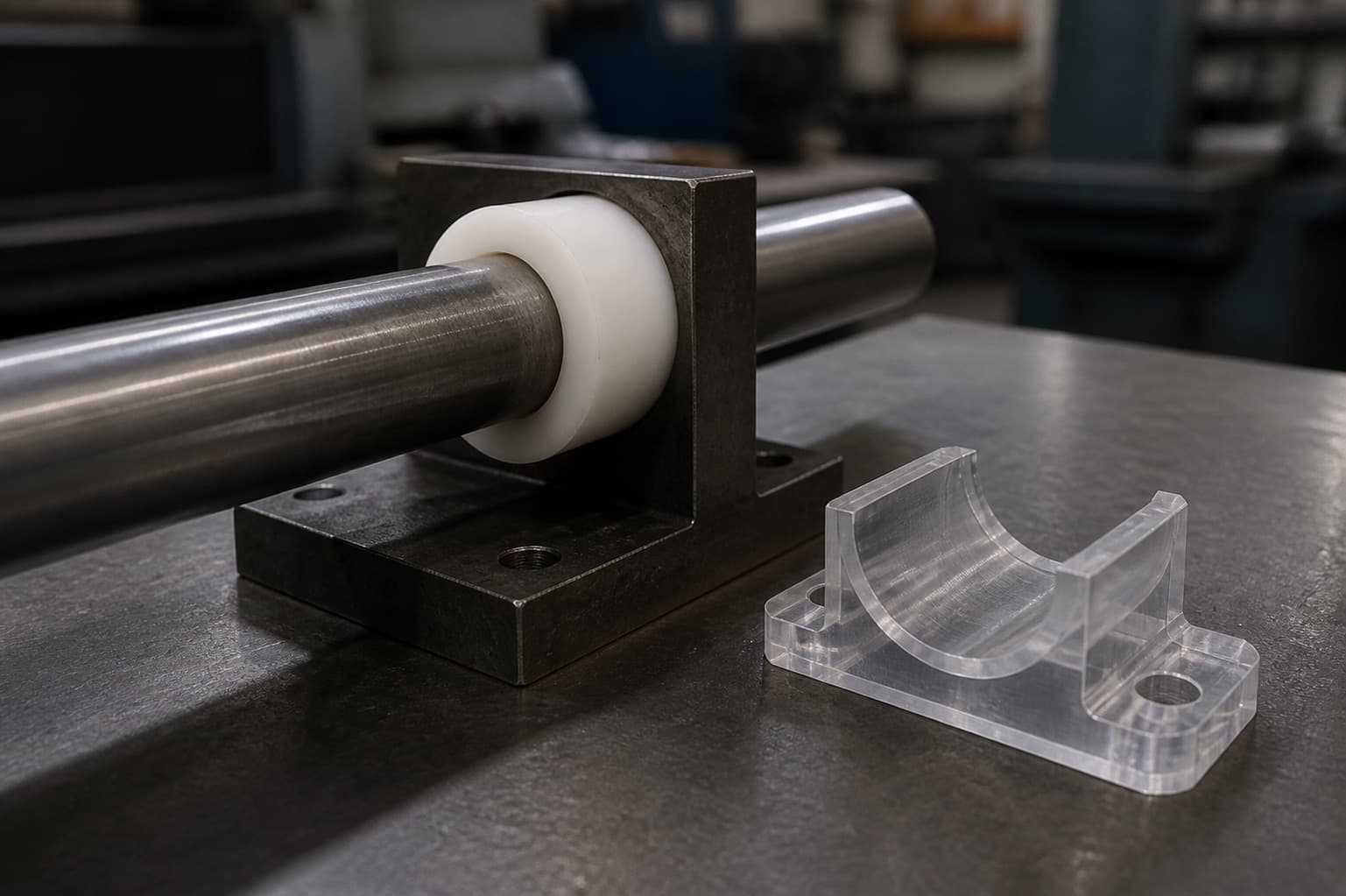
| Coefficient of friction (vs. steel) | 0.20–0.35 | 0.35–0.45 | Acetal |
| Wear resistance | Excellent — self-lubricating | Poor — scores rapidly | Acetal |
| Max continuous service temp | 90–100°C (194–212°F) | 115–125°C (240–257°F) | Polycarbonate |
| CTE (thermal expansion) | 110 µm/m·°C | 65–70 µm/m·°C | Polycarbonate |
| Water absorption (24 hr) | 0.22% | 0.15% | Polycarbonate |
| Transparency | Opaque | Optically clear | Polycarbonate |
| Density | 1.41–1.42 g/cc | 1.20 g/cc | PC (lighter) |
| Chemical resistance | Excellent (broad) | Poor — ESC risk | Acetal |
| UV resistance (standard) | Moderate | Poor — yellows | Tie (both need UV grade) |
| Cost (stock material) | Moderate | Moderate–Low | Polycarbonate |
Where Polycarbonate Wins: Impact and Clarity
If your part must survive sudden impacts or transmit light, polycarbonate is the only viable choice between these two materials. Two properties where PC clearly outperforms acetal — backed by 10–15× higher Izod impact and optical transparency — and when they matter.
Impact Toughness: PC Has a 10–15× Advantage
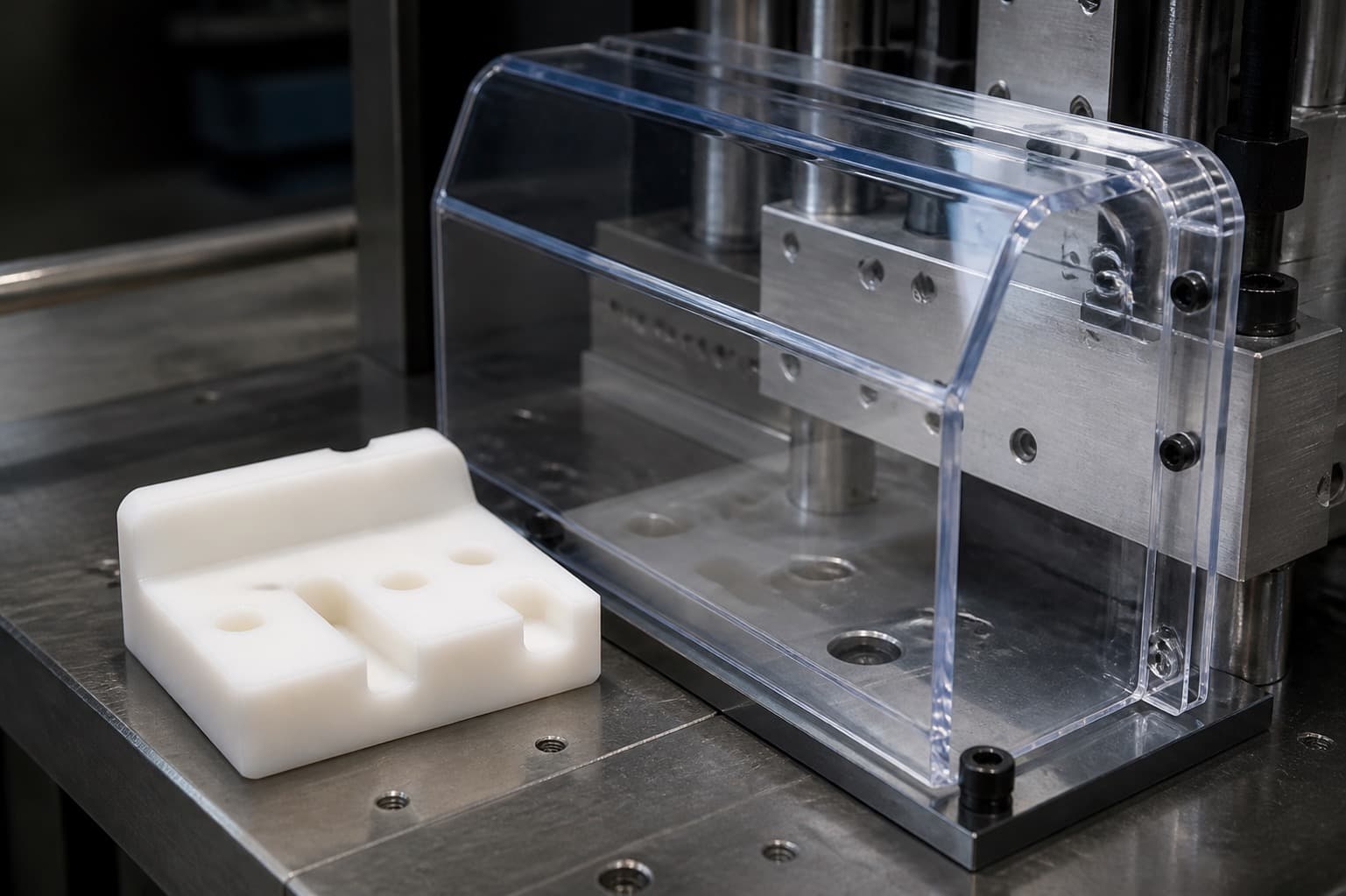
Polycarbonate's notched Izod impact strength of 850–900 J/m is one of the highest of any rigid thermoplastic. Acetal lands at 75–120 J/m. This difference is dramatic in applications subject to sudden impact loads: protective covers, safety glasses, structural brackets that must survive drops, and housings that need to absorb tool strikes or equipment collisions without fracturing.
Applications where PC wins on impact:
- •Machine guarding and safety shields
- •Enclosure lids and access panels
- •Handheld tool housings
- •Bracket arms subject to accidental impact
Optical Clarity: PC Is the Only Choice When Transparency Is Required
Standard polycarbonate has 85–90% light transmission — comparable to glass. Acetal is entirely opaque. There is no transparent acetal. If the part requires the user to see through it, observe flow, monitor a level, or pass light, polycarbonate (or acrylic) must be used. Acetal is fundamentally opaque; this is a material property that cannot be engineered around.
Applications where PC wins on clarity:
- •Sight glasses and flow windows
- •Machine guarding where visibility matters
- •Light pipes and diffusers
- •Fluid level indicators
Pro Tip: Acrylic vs. PC for Transparency
If the transparent part does not need high impact resistance, acrylic (PMMA) is often a better choice than PC: lower cost, better scratch resistance, and no solvent-stress-cracking concern. Use PC over acrylic only when the part must survive significant impact loads.
Chemical Resistance: Acetal vs. PC
If your part contacts solvents, cutting oils, or cleaning agents, this section determines whether polycarbonate is even an option for you. Environmental stress cracking (ESC) is polycarbonate's primary failure mode in industrial environments.
Acetal Chemical Resistance Profile
Acetal resists most non-oxidizing acids, aliphatic hydrocarbons, alcohols, mild bases, and many solvents. Key exceptions: strong oxidizing acids (concentrated sulfuric, nitric), halogens, and strong bases at elevated temperatures.
Polycarbonate ESC Risk: The Most Common Failure Mode
Environmental stress cracking (ESC) is the dominant failure mode for polycarbonate in industrial service. Under residual stress (from machining, assembly, or molding), PC crack propagates rapidly when exposed to compatible chemicals.

CNC Acetal and Polycarbonate — Precision Machined Parts
MakerStage machines both acetal (POM-H, POM-C) and polycarbonate to tight tolerances. The quote review can help with material selection when your application sits on the acetal-versus-PC decision boundary.
Review Plastic Material RequirementsMachinability: Acetal vs. Polycarbonate
If your drawing calls for ±0.003 in. (±0.08 mm) or tighter, machinability differences between these materials directly affect your part cost and lead time. Both plastics machine well, but acetal is the preferred choice for tight-tolerance, high-volume work.
Acetal (POM)
Polycarbonate (PC)

Application Decision Matrix
Choose the right plastic based on your application's dominant failure mode and functional requirements.
Choose Acetal (POM/Delrin) when:
- Sliding contact, bearing, bushing, or wear application
- Fluid handling — valves, fittings, pump components
- Chemical environment with oils, fuels, or solvents
- Precision machined part requiring ±0.002 in or tighter
- Food contact or FDA-compliant application (natural grade)
- Self-lubricating performance required
- Gear, rack, or cam application
Choose Polycarbonate (PC) when:
- Transparency or optical clarity is a hard requirement
- Severe impact resistance needed (guarding, safety shields)
- Higher continuous service temperature than acetal (up to 257 F / 125 C)
- Lighter weight is important (PC is ~15% lighter than acetal)
- No chemical exposure or fully controlled clean environment
- Thin-walled structural housing with impact requirement
Do not use Polycarbonate when:
- Any sliding contact or wear application
- Exposure to solvents, cutting oils, fuels, or most cleaning agents
- Precision tight-tolerance CNC work (±0.002 in or better)
- Parts will be assembled with adhesives containing solvents
- Long-term outdoor UV exposure without UV-stabilized grade
Do not use Acetal when:
- Transparency is required — acetal is always opaque
- Very high impact loads that could fracture the part
- Strong oxidizing acid or bleach environments
- Operating above 194 F / 90 C continuous (consider PEEK or PSU)
- Autoclave sterilization required (use PEEK)
Further Reading
- What Is Acetal (POM/Delrin)? Complete Engineer's Guide — full material properties hub.
- Acetal vs. Nylon — head-to-head comparison for machined structural parts.
- Acetal vs. PEEK — when high temperature or autoclave demands PEEK over acetal.
Frequently Asked Questions
CNC Machined Acetal and Polycarbonate Parts
Material selection guidance is available during quote review for acetal-versus-polycarbonate applications with tight tolerance, impact, or chemical-exposure tradeoffs.
Start a Plastic Material Quote